Bei der Herstellung eines Kunststoff-Spritzgussteils gibt es viele Arten von Druck. Wir haben bereits die Bedeutung des Schließdrucks erläutert, nun wollen wir uns mit dem Einspritz-, Halte- und Gegendruck befassen. Für einen Produktentwickler ist es wichtig zu verstehen, wie diese Kräfte zusammenwirken und wie sich der Ausgleich dieser Kräfte letztendlich auf die Teilequalität, die Stückzahl pro Stunde und die Produktkosten auswirkt.
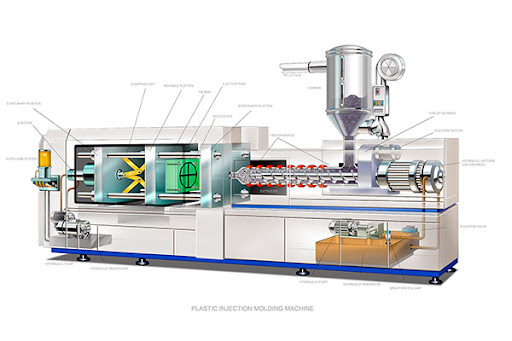
Anatomie einer Standard-Kunststoffspritzgießmaschine. Bild mit freundlicher Genehmigung von beaudaniels.com
Was ist Einspritzdruck?
Der Einspritzdruck ist die Kraft, die von der sich hin- und herbewegenden Schnecke aufgebracht wird, um geschmolzenes Kunststoffharz in einen Formhohlraum zu drücken, und zwar bis zu etwa 95 % der Kapazität. Er steht im Gleichgewicht mit dem Schließdruck der Maschine und wird auf der Grundlage der Größe und Form des Teils sowie der Größe der Einflussöffnung berechnet.
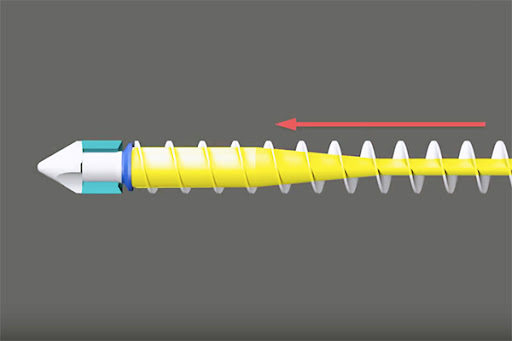
Der Hydraulikkolben drückt die sich hin- und herbewegende Schnecke nach vorne, um das Harz zu injizieren
Ist schnelleres Einspritzen immer besser?
Normalerweise wollen die Produktentwickler so viele Teile wie möglich herstellen, weil dadurch die Arbeitskosten gesenkt werden, was bei größeren Aufträgen wichtig ist. Aber es gibt einige Grenzen, die sich nicht vermeiden lassen.
Zuerst gibt es in dem leeren Hohlraum nur einen geringen Fließwiderstand, so dass es sich zu Beginn des Zyklus schnell und einfach füllt. Wenn es jedoch zu etwa 95 % gefüllt ist, kommt es zu einem plötzlichen Druckanstieg, der zum Abspritzen oder zum vorzeitigen Öffnen der Form führen kann. Dies kann sowohl Ihre Teile als auch die Maschine beschädigen. Um dies zu vermeiden, muss der Einspritzdruck am so genannten Umschaltpunkt kontrolliert reduziert werden. In diesem Stadium wechselt der Zyklus zum Nachdruck.
Was ist Nachdruck?
Der Nachdruck oder Verdichtungsdruck ist notwendig, um die letzten 5 % der Kavität eines Formwerkzeugs zu füllen. Dieser Druck wird gegenüber dem anfänglichen Einspritzdruck verringert und aus einigen wichtigen Gründen länger gehalten.
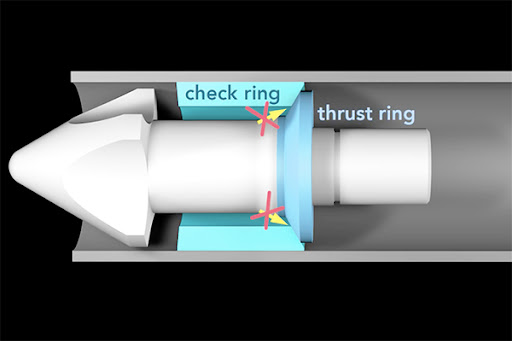
Wenn die Schraube nach vorne geschoben wird, verhindert der Rückschlagring, dass Harz und Druck entweichen.
Zum einen müssen eingeschlossene Gase in der Form Zeit haben, durch Entlüftungsöffnungen in der Gussform zu entweichen. Zum anderen hilft das Verdichten den Molekülen im Harz, sich auszurichten und ihre höchste Dichte zu erreichen. Drittens brauchen dünnwandige Abschnitte im Teil ebenfalls Zeit, um sich vollständig zu füllen. Und schließlich ist der Nachdruck zusammen mit einer guten Werkzeugkonstruktion wichtig, um Spannungen im Teil abzubauen. Der Haltedruck muss jedoch gegen eine weitere Einschränkung abgewogen werden. Die Gussform muss schnell gefüllt werden, bevor die Einflussöffnung “einfriert” und durch verfestigtes Harz blockiert wird. Daher muss der Verfahrenstechniker diese Kräfte innerhalb einer von der Temperatur und der Chemie des Kunststoffs abhängigen Zeitspanne sorgfältig kalibrieren.
Was ist Gegendruck?
Gegendruck ist ein Widerstand im Zylinder der Spritzgießmaschine, der die Rückkehr der Schnecke in ihre Ausgangsposition behindert. Dieser Widerstand ist gewollt und wird erzeugt, wenn der Bediener ein Ventil an der Maschine steuert, um die Rücklaufgeschwindigkeit der Hydraulikflüssigkeit in den Behälter zu begrenzen.
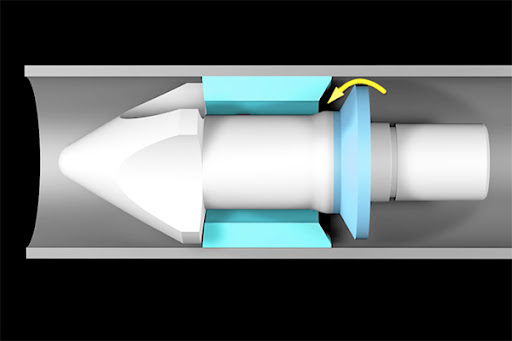
Wenn der Rückschlagring geöffnet ist, kann frisches Harz die Vorderseite der Schnecke und der Düse füllen.
Warum ist Gegendruck erforderlich?
Der Gegendruck ist notwendig, damit die schweren Rillen der Schrauben mehr Zeit haben, den nächsten Schuss Harz zu mischen. Die schneidende Wirkung der Rillen erwärmt das Harz und sorgt für eine gleichmäßige Dichte von einem Schuss zum nächsten. Sie tragen auch dazu bei, die im Harz enthaltenen Granulat-Farbpigmente gründlich zu mischen.
Wie bei den anderen Parametern muss auch dieser Druck vom Verfahrenstechniker kontrolliert werden, damit das Harz nicht übermischt wird, was zu einer Verschlechterung durch übermäßige Scherung führen kann. Lesen Sie unseren neuesten Artikel, um mehr über die häufigsten Spritzgießfehler und ihre Lösungen zu erfahren.
Wie wirken sich diese Drücke auf Ihre Teile aus?
Sie möchten die Anzahl der Teile pro Stunde maximieren, um die Produktionskosten zu senken und natürlich, um Ihre Teile schneller auf den Markt zu bringen. Verantwortungsbewusste Prozesssteuerungstechniker müssen jedoch mehrere Parameter innerhalb der Maschine sorgfältig ausbalancieren, um die Qualität zu kontrollieren und für Konsistenz von einem Zyklus zum nächsten zu gewährleisten.
Wenn Sie ein wenig mehr über die Funktionsweise dieses Prozesses wissen, können Sie besser mit Ihrem Lieferanten kommunizieren, und es wird deutlich, wie wichtig eine gute Werkzeugkonstruktion ist. Erfahren Sie mehr, wenn Sie Ihre CAD-Konstruktionen für ein kostenloses Angebot hochladen.