Alles zum Thema Einfallstellen
Die Ursache und Vermeidung von Einfallstellen auf Bauteilen, die durch Kunststoffspritzguss hergestellt werden
Einfallstellen treten in der Regel dort auf, wo die Dicke des Kunststoffbereiches, die generelle Wandstärke übersteigt. Je größer die Unterschiede in der Wandstärke sind, desto größer ist die Sorge und Gefahr der Schrumpfung. Diese Schrumpfung kann die Komponentenwand von der Formoberfläche wegdrücken, was auf der anderen Seite des gefertigten Bauteiles eine Vertiefung oder auch Einfallsteile genannt entstehen lässt. Die Spritzgussparameter oder die Komponentengeometry zu verändern kann in manchen Fällen die Schrumpfung, wie hier erkennbar, bis zu einem akzeptablen Level reduzieren:

1) Verpackungsdruck
Der Druck auf geformten Kunststoff, wenn er in die Form kommt, kann große Auswirkungen auf die thermische und mechanische Konzentration haben. Diesen Druck zu ändern kann vorteilig sein, muss aber auch vorsichtig kontrolliert werden.
A) Manchmal können Einfallstellen reduziert werden, in dem der Verpackungsdruck mit der Haltezeitg erhöht wird, gleichzeitig die Injektionsgeschwindigkeit aber verlangsamt wird. Dies ist abhängig von der Lage der Tore im Verhältnis zu den Bereichen von dickeren Wänden und ob genug Zeit besteht, um alle Bereiche des Hohlraumes zu füllen, bevor das Tor abfriert. Auch wenn die oben genannten Aspekte möglicherweise effektiv gegen Einfallstellen sind, können Sie ebenso zu Spannungen in der Form führen, weshalb ein präzises Verhältnis der einwirkenden Kräfte beibehalten werden muss. Selbst das größtmögliche Tor ist möglicherweise nicht dazu in der Lage alle Einfallstellen zu eliminieren, während eine zu langsame Injektionsgeschwindigkeit Fließmarken erschafft.
B) Einfallstellen entstehen durch ungleiche Kühlung, die von den Wänden des Formwerkzeuges induziert werden. Die Kühltemperatur vom Kern zur Hohlraumseite hin zu ändern, drückt die Einfallstelle möglicherweise in die eine oder andere bestimmte Richtung, bringt aber andere Probleme mit sich, wie zum Beispiel Verzerrung.
C) Einfallstellen können gelegentlich durch die Zugabe von bis zu 0.5% eines Treibmittels vermieden werden. Wie auch immer kann dies die mechanische Stärke der Komponente verringern. Der Nutzen von diesem hängt von der schlussendlichen Nutzung und dem Design des Bauteiles ab.
2)Lochplatten und Drehschienen
Die gängigste Lage von Einfallstellen sind in den Bereichen die Buckel und/oder Verstärkungsrippen umgeben, an Orten also, wo Blechschrauben für den Zusammenhalt genutzt werden. Branchenrichtlinien wurden entwickelt, um solche Einfallstellen zu vermeiden, indem verschiedene Designstandards implementiert wurden.
Die folgenden Diagramme dienen als Beispiele, die von erfahrenen Designern weltweit genutzt werden.
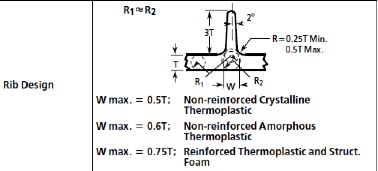
A) Dosierung der Basenstärke der Verstärkungsrippe zu der Wandstärke
Beachten Sie, dass in dem Diagramm unten die nominelle Wandstärke “T” in höherem Maße schrumpft als der Bereich “.5T”, die Dicke der Basis der Verstärkungsrippe. Die Höhe der Rippe relativ zu der Wandstärke zu erhöhen tendiert dazu, die Anzahl von Verzerrungen zu erhöhen und sollte deshalb vermieden werden. Eine Höhe von “3T” sollte das genutzte Maximum darstellen, da es nur geringe mechanische Vorteile mit sich bringt, dies zu überschreiten.
Kunststoff besitzt immer die Tendenz dazu, den Weg des geringsten Widerstandes entlang zu fließen. Daraus erfolgt, dass der Bereich der nominellen Wandstärke “T” sich zu erst füllt, wenn der Kunststoff eingespritzt wird. Erst wenn dieser Bereich gefüllt ist und der Druck im Hohlraum steigt wird der Kunststoff beginnen, den Bereich der Verstärkungsrippe auszufüllen. Dies kann einen Makel an der Oberfläche erschaffen da ein Teil des Kunststoffes die Chance hatte abzukühlen, während es den Wandbereich gefüllt hatte. Dieser kühlere Kunststoff drückt möglicherweise gegen die Seite des Hohlraumes und erschafft so einige optische Makel, speziell auf texturierten Oberflächen.

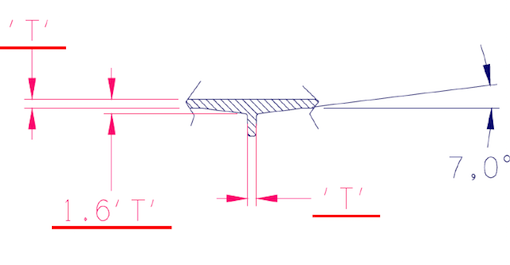
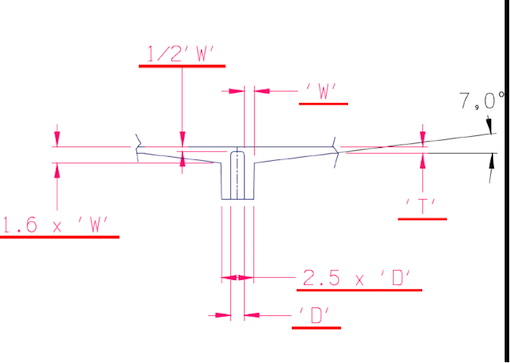
B) Die Sieben-Grad-Regel
Eine stetige Steigerung um 7 Grad zu implementieren an der Basis der Verstärkungsrippe ist nützlich, solange gegeben ist, dass das Tor nahe genug gelegen ist, um diesen Bereich leicht auszuwerfen, um die Verzerrung zu minimieren. Die stetige Steigerung hilft dabei, wie oben beschrieben, Oberflächenmakel zu vermeiden. Wo Spritzgießen, das Gas unterstützt, genutzt wird, ist diese Geometrie unterstützend für den Gasfluss durch den breiteren Bereich, der durch die 7 Grad Auslegung geschaffen wurde.
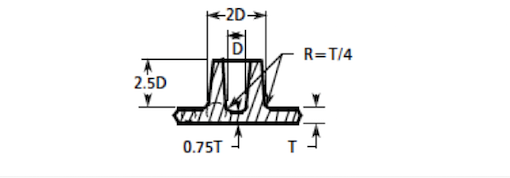
C) Die Proportionen der Lochplatte
In Buckeln, bei denen die Flachrahmenstärke leicht angespannt ist, besteht die Standardpraxis aus dem Designen eines o.d welches die doppelte i.d. darstellt. Bei chwereren Ladungen, bei denen beispielsweise eine selbstschneidende Schraube niedergedrückt werden könnte , wird empfohlen, einen o.d. zu nutzen, dass 2.5x das i.d. In diesem Fall, sollte der Vermeidung von Einfallstellen, besondere Beachtung zukommen.
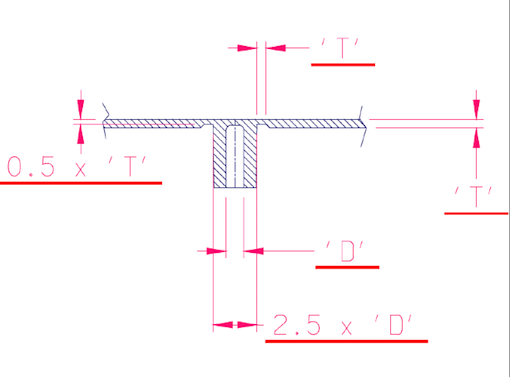
D) Das Verschmälern der Wandstärke um die Lochplatte
Diese Geometrie scheint recht beliebt unter modernen Designern zu sein. Es muss festgehalten werden, dass Star Rapid nicht mit der Nutzung dieses Verfahrens einverstanden ist.
Es schwächt die Konstruktion, sodass starke Verstärkungsrippen gefragt sind und unterbricht ebenso den Fluss während dem Einspritzen, was möglicherweise einen Oberflächendefekt bewirkt, speziell an texturierten Oberflächen.
E) Die Sieben-Grad-Regel angewandt an einer Lochplatte
In diesem Beispiel ist die Konstruktion stark, während die Oberflächenmakel minimiert werden, die durch eine Unterbrechung des Kunststoffflusses entstehen. Wenn noch immer Makel bestehen, werden diese entweder durch Verringerung der Tiefe des Kernstiftes und/ oder Erhöhen des Stiftradius.
Die Position des Tores muss ebenso mit Vorsicht berücksichtigen zu versichern, dass eine Erhöhung der Wandstärke durch 7° Basis gut ausgepackt ist.
Dazu kommt, dass der maximale Radius wo die Vorderseite der 7-Grad-Steigung den Grund der Lochplatte trifft nicht mehr als 0.5mm betragen sollte.
F) Warum es so wichtig ist, Lochplatten von Seitenwänden zu separieren
Wann immer es möglich ist, ist es von Vorteil Lochplatten von den Seitenwänden zu trennen, als einen dicken Bereich zu bilden, wo Lochplatte und Seitenwand zusammengeführt werden. Dies kann bewerkstelligt werden, indem die Lochplatte von der Wand durch eine Verstärkungsrippe separiert wird oder, falls nötig, durch entkernen des Wandbereiches.
Falls es unmöglich ist, den Bereich der Lochplatte neu auszurichten, muss ein Treibmittel genutzt werden. Höhere Raten alsH 0.5% benötigen in der Folge möglicherweiseNachbearbeitung wie Übermalung um alle daraus resultierenden Defekte zu verstecken.
Zusammenfassung
Die genannten Aspekte verdeutlichen wie wichtig es ist, Formwerkzeuge und Geometriekomponenten mit Vorsicht zu designen, um den Rücksicht auf den Fakt den thermischen Stress in Kunststoffspritzkomponenten zu nehmen. Unsere Ingenieure nehmen an jedem Kunststoffspritzguss -Projekt eine Überprüfung des Herstellungsdesigns vor, um sicherzustellen, dass das Risiko von Einfallstellen aus dem Weg geräumt ist. Wenn Sie Ihr nächstes Projekt gerne mit einem unserer Experten besprechen würden, senden Sie uns Ihre CAD- Datei für ein unverbindliches Angebot und eine Designüberprüfung.
Autor: Ken Adams, Star Rapid’s Veteran Kunststoffspritzgussingenieur